Станки по производству пеноблоков: технология производства, набор оборудования. универсальные станки и формы
Содержание:
- Простое оборудование для изготовления пеноблоков своими руками
- Характеристики и применяемость пеноблоков
- Технология производства
- Реализация
- Из чего делают пеноблоки
- Выбор способа разливки
- Что такое пенобетон
- Перечень необходимого оборудования
- Отличие пеноблоков от газоблоков
- Рентабельность
- Процесс изготовления пеноблоков
- Рентабельность
- Виды оборудования для производства блоков из пенобетона своими руками
- Плюсы и минусы
Простое оборудование для изготовления пеноблоков своими руками
Если иметь подходящее оборудование для изготовления пеноблоков, и по выгодным ценам приобрести исходные материалы, есть шанс добиться высокого уровня рентабельности. Причем финансовые вложения в такое производство не требуют огромных денег.
Нужно внимательно ознакомиться с процессом производства пенобетонных блоков и грамотно подойти к подбору оборудования, и вы сможете наладить выпуск этого популярного строительного материала.
Что нужно для производства
Производить пенобетонные блоки возможно, но для того необходим комплект оборудования и различных приспособлений:
- Опалубка для заливки пенобетона и формирования блоков заданных размеров;
- Пеногенератор с соответствующими техническими параметрами;
- Компрессор;
- Бетономешалка с достаточной вместимостью.
Наличие такого комплекта приносит отличные результаты производителям – обычная смена – это 3 кубических метра пенобетонных блоков. Так что неделя активной и продуктивной работы, и будет готовое количество пенобетонных блоков для постройки несущей стены.
Одним из важных агрегатов, входящих в оборудование для изготовления пеноблоков, является пеногенератор, формирующий пенный раствор, поступающий затем в опалубку или в формы. Этот агрегат выгоднее и проще сделать самостоятельно, если иметь необходимые комплектующие.
Компрессор желательно иметь трехфазный, так как он развивает большую мощность, но если такового нет, подойдет стандартное электрическое напряжение.
Классический пеногенератор состоит:
- Из корпуса с тонкой металлической сетки,
- Емкости нужного объема,
- Комплекта шлангов,
- Компрессора.
Работа пеногенератора
Собранное самостоятельно оборудование для изготовления пеноблоков в виде пеногенератора существует для того, чтобы смешивать пенообразователь с водой и воздухом, а потом отправлять полученную массу через ячейки металлической сетки корпуса в предварительно подготовленные формы.
В процессе настройки качества пены нужно постоянно проверять ее консистенцию, потому что от этого будут зависеть свойства пенобетонного блока. Если пена слишком растекается, нужно внести необходимые коррективы в компоненты или в работу пеногенератора, чтобы этого процесса не происходило, иначе будет сложно добиться получения геометрически правильного пеноблока.
И даже если пенобетонный блок получится из неплотной пены, это изделие будет разрушаться при незначительных механических нагрузках.
В состав раствора, используемого для получения пенобетона, обязательно входит цемент высокого качества. Существуют разные пропорции для производства пенобетонных блоков, и они зависят именно от марки применяемого цемента и плотности бетона. Если бетон имеет плотность 300-500 на квадратный метр, допускается смесь без песка.
Если плотность достигает 600 килограмм на метр, потребуется использование природного песка. Будет лучше для конечного изделия, если песок предварительно отсеивать.
Особенности производства пенобетонных блоков
Все компоненты нужно поместить в смеситель и начать процесс смешивания, добавляя исходные материалы по очереди. Начинается смешивание с цемента, воды и песка, а затем к производственному процессу подключается пена.
От скорости перемешивания исходных материалов будет зависеть итоговый продукт. Если используется вертикальный смеситель, процесс смешивания длится 20 мин., а если вы используете бочку с лопастями, эта процедура сокращается в 10 раз.
Выбирать между опалубкой и формами придется производителю – как ему будет удобнее, и для каких целей он будет использовать пенобетонные блоки. Вариант с опалубкой требует использования разрезания не застывшей до конца массы на отдельные фрагменты равной величины.
Надо иметь отметки на опалубке или пользоваться другими мерителями, чтобы отрезать пенобетонные блоки ровно без существенных погрешностей.
При использовании металлических или фанерных форм, пенобетон заливается в них и нужно подождать некоторое время, пока застынет смесь и сформируется пенобетонный блок.
Для ускорения процесса застывания нужно использовать различные добавки и помещения с подходящим температурным режимом.
Будет намного удобнее извлекать застывшие пеноблоки, если предусмотреть разборную конструкцию форм. Тогда вы сможете извлекать изделие без повреждений его поверхности.
Характеристики и применяемость пеноблоков
Пенобетон представляет собой одну из разновидностей ячеистого бетона, в которой пористая структура создается за счет добавления в раствор пенообразователя. Этот состав инициирует формирование воздушных пузырьков диаметром около 1–2 мм, вызывающих снижение веса материала без ущерба для прочности. Из пенобетона делают строительные блоки с размерами до 30×40×60 см, что эквивалентно объему 36 кирпичей.
Производство пеноблоков как бизнес ориентировано прежде всего на строительство или реконструкцию малоэтажных жилых домов, сельскохозяйственных и промышленных объектов, дачных и гаражных построек, складских и торговых зданий. В данных работах пеноблоки используются для:
- возведения наружных и несущих стен;
- утепления и звукоизоляции перегородок и перекрытий;
- обустройства легких межкомнатных стен;
- строительства камер с особыми температурными условиями;
- наращивания количества этажей без переделки фундамента.
 Характеристики пенобетона доказывают, что этот материал является чрезвычайно перспективным для решения строительных задач. В частности:
Характеристики пенобетона доказывают, что этот материал является чрезвычайно перспективным для решения строительных задач. В частности:
- В первые несколько лет изделия продолжают набирать прочность. Самые крепкие марки без проблем выдерживают массу четырехэтажного здания.
- Благодаря воздушным пузырькам материал отлично поглощает звуковые колебания. Стена толщиной 300 мм ослабляет их на 40–60 дБ.
- Блоки совершенно не горят, не деформируются под воздействием высоких температур и не выделяют при нагреве опасных для здоровья соединений.
- Пенобетон благодаря закрытым порам хорошо переносит морозы. Стена без потери качества может прослужить 50–75 лет.
- Несмотря на высокую прочность, изделия легко поддаются обработке обычной ножовкой. Это позволяет воплощать нестандартные идеи архитектора.
Справедливости ради следует упомянуть и недостатки, которые характерны для этого материала:
- При наборе нормативной прочности в течение двух месяцев изделия усаживаются на 0,2–0,4%. Это нужно учитывать при возведении стен и перегородок.
- Блоки являются достаточно хрупкими. При ударах они трескаются и крошатся, а при серьезной нагрузке на изгиб — просто лопаются.
- Внешний вид материала сложно назвать привлекательным. Блоки имеют шершавую поверхность и грязно-серый цвет, поэтому им нужна дополнительная отделка.
Технология производства
Несмотря на приемлемую стоимость пеноблоков от производителя, интересным и доходным считается их изготовление своими руками. Правда, для этого потребуется обустроить мини-завод по производству пеноблоков.
Производственный процесс проводится, как правило, двумя способами:
- Классический – по рецепту готовится цементная масса. В нее с помощью парогенераторного устройства подают пену, вес тщательно перемешивают и разливают по формовочным кассетам.
- Автоклавный – необходимые компоненты перемешиваются в специальном смесителе при создании нужного давления. Смесь через сопло выдавливают в формы. Как правило, такая технология изготовления пеноблоков применяется для полномасштабного производственного процесса.
Для приготовления пенобетона применяется портландцемент, марка которого начинается от М 400. Так же используется просеянный и промытый песок и пенообразователь. Технология производства пенобетона подразумевает применение добавок, которые ускоряют схватывание, улучшают структуру материала. Песок используется мелкофракционный, потому что осевшие крупные частицы снизят качество готовой продукции.
Известна еще одна технология – смешивание компонентов в сухом виде и последующая минерализация. Процесс сложный, главным образом применяется в заводских условиях.
Реализация
Производство пеноблоков как бизнес предполагает тесную связь выпуска и сбыта изделий. Если предприниматель не сможет быстро продавать довольно большие объемы продукции, завод будет работать вполсилы и не принесет ожидаемой прибыли.
 Решить эту проблему проще, чем кажется. Обычная бригада на строительстве дома за день укладывает 6–8 м³ пеноблоков. Соответственно, бизнесмену необходимо найти всего трех-четырех подобных заказчиков, чтобы обеспечить цех работой. Как искать клиентов:
Решить эту проблему проще, чем кажется. Обычная бригада на строительстве дома за день укладывает 6–8 м³ пеноблоков. Соответственно, бизнесмену необходимо найти всего трех-четырех подобных заказчиков, чтобы обеспечить цех работой. Как искать клиентов:
- Если производственная база расположена недалеко от оживленной дороги, можно установить на обочине рекламный щит или баннер с указателем.
- В районах новостроек, дачных кооперативов и коттеджных поселков желательно расклеить листовки с предложением продукта.
- Можно дать рекламу в специализированные издания и газеты объявлений, которые есть почти в каждом городе.
- Строительные фирмы и бригады необходимо обзвонить лично, предварительно подготовив интересную презентацию изделий.
- Также лично нужно провести переговоры с владельцами строительных магазинов и супермаркетов, оптовых баз и специализированных рынков.
- В интернете прежде всего следует разместить предложения на торговых площадках и порталах, досках объявлений и ресурсах для строителей.
- Как минимум простой одностраничный сайт с перечнем продукции, контактами и формой для заказа однозначно необходим мини производству пеноблоков.
- Потенциальных клиентов можно встретить на разнообразных строительных форумах и в группах социальных сетей. Начинать здесь нужно не с рекламы, а с общения.
- Для привлечения трафика из поисковых машин нужно использовать оптимизацию сайта под ключевые запросы и публикацию контекстной рекламы.
- Наконец, предприниматель может организовать сбыт продукции в розницу через свой магазин, расположенный непосредственно возле завода по производству пеноблоков.
Из чего делают пеноблоки
По сути, пеноблок состоит из цементного раствора, мелкого песка, воды и воздуха
Воздух выбирать не приходится, однако на прочие компоненты необходимо обратить отдельное внимание, чтобы готовый продукт не разочаровал потребителей. Что нужно для изготовления пеноблоков:
- Портландцемент марки М400 и выше (желательно М500). Материал нужно выбирать свежий, а не слежавшийся на складе за несколько месяцев.
- Кварцевый речной песок фракции 0,8–1,2 мм, содержащий не более 3% илистых примесей и глины. Он должен быть сухим, иначе нарушатся пропорции раствора.
- Полипропиленовая или базальтовая фибра. Порядочные производители добавляют ее в раствор, чтобы предотвратить растрескивание блоков.
- Водопроводная вода с температурой 10–25°С. Можно использовать артезианскую, если она не содержит кислотных либо щелочных осадков.
- Пенообразователь. Может быть натуральным (на основе древесной смолы, костного клея, канифоли) или синтетическим (едкий натр, полимерные составы).
- Добавки, улучшающие качество продукта. В роли таковых можно упомянуть ускорители затвердевания, пластификаторы, кремнезем, красители.
- Смазка для предотвращения прилипания цемента к формам. Она должна разлагаться самостоятельно за несколько дней, чтобы на блоках не осталось масляных пятен.
- Упаковка. Готовые блоки на поддоне нужно обмотать полиэтиленовой пленкой. При интенсивном высыхании они могут потрескаться.
Пропорции, в которых смешивают сырье для изготовления пеноблоков в соответствии с требованиями нормативов ГОСТ 21520-89 и ГОСТ 25485-89, определяются необходимой плотностью готовых изделий:
Состав пеноблоков
| Состав | D400 | D600 | D800 | D1000 | D1200 | D1400 | D1600 |
| Песок, кг | – | 210 | 420 | 590 | 780 | 950 | 1130 |
| Цемент, кг | 300 | 310 | 320 | 350 | 360 | 380 | 400 |
| Вода для раствора, л | 110 | 110 | 120 | 120 | 140 | 150 | 160 |
| Вода для пены, л | 60 | 55 | 45 | 40 | 35 | 28 | 20 |
| Пенообразователь, кг | 1,5 | 1,3 | 1,2 | 1,0 | 0,9 | 0,7 | 0,6 |
| Готовая пена, л | 800 | 715 | 630 | 560 | 460 | 370 | 290 |
| Фибра, кг | 0,5 | 0,5 | 0,5 | 0,5 | 0,6 | 0,6 | 0,6 |
| Готовая смесь, кг | 470 | 685 | 910 | 1105 | 1515 | 1510 | 1715 |
| Содержание воздуха, % | 80 | 70 | 65 | 55 | 45 | 35 | 30 |
Выбор способа разливки

Схема устройства смесителя.
При способе производства пенобетона литьем смесь заливается в форму из металла, сушится в форме. После того как прочность блока достигает необходимого значения, готовые изделия вынимают и складывают на поддон. Высота кассеты составляет 60 сантиметров.
Достоинство этого способа изготовления блоков -заключается в том, что нет необходимости покупать дорогостоящее оборудования для резки блоков.
К недостаткам этого способа можно отнести:
- отклонение в геометрических размерах из-за применения тонкого листового металла;
- появление горбушек на торце блока по той же причине;
- увеличение затрат на изготовление дополнительных переборок в формах;
- повреждение углов и поверхностей блоков при извлечении их из форм.
Резательный способ изготовления блоков состоит из двух этапов: заливка пенобетонной смеси в форму большого размера и последующая резка большого массива на блоки необходимого размера.
К преимуществам резательного способа можно отнести:
- правильные геометрические размеры всех блоков;
- поверхности и углы блоков получаются без сколов и неровностей;
- сокращение расходов на отделку стен;
- выпуск блоков необходимых размеров;
- отсутствие горбуш.
Недостатком этого способа является необходимость правильного определения момента резки массива на части.
Основные крепежные детали, используемые для крепежа к пеноблокам:
- сантехники – дюбель;
- металлического профиля и гипсокартона – дюбель-гвоздь.
Для других целей крепежа также применяют:
- анкер;
- химический анкер;
- саморез;
- метрический шуруп;
- винт М4.
Что такое пенобетон
Пенобетон — это бетон ячеистой структуры, который образован замкнутыми воздушными пузырьками. Этот материал имеет низкую плотность и теплопроводность. Он может применяться как теплоизоляционный материал (марка D200 – D500), конструкционно-теплоизоляционный (D600 – D800) и конструкционный с пониженной теплопроводностью (D900 – D1600).
Марка пенобетона указывает на его плотность. Например, пенобетон марки D400, означает пенобетон плотностью 400 кг/м3. Пенобетон производится по ГОСТ 25495-89 «Бетоны ячеистые. Технические условия». Низкая плотность пенобетона обуславливает малый расход материалов для его изготовления. По этой причине себестоимость пеноблоков существенно ниже, чем бетонных блоков. Особенно выгодно применение таких материалов при малоэтажном строительстве и возведении внутридомовых перегородок.
Пенобетон очень легко обрабатывается. Его можно резать обычной ножовкой, забивать в него гвозди. Работа с пенобетоном на стройплощадке имеет много общего с работой по дереву. Пеноблоки — это тот же пенобетон, сформованный в виде параллелепипедов. Пеноблоки изготавливают как стандартных размеров (200*300*600 мм или 100*300*600 мм) так и более крупные. При самостоятельном изготовлении размер пеноблоков определяется размером выбранной формы.
Внешний вид пеноблоков
Преимущества применения пеноблоков при строительстве:
- низкая себестоимость и, соответственно, высокая рентабельность производства;
- высокие теплофизические характеристики;
- легкость обработки;
- возможность сэкономить при строительстве фундамента благодаря низкой массе стен, а также меньшие затраты на транспортировку;
- экологичность.
Пенобетон, как и любой другой материал, не лишен недостатков, которые следует учитывать при его использовании. Его прочность существенно ниже, чем у бетона, а тем более железобетона, он не работает на изгиб, обладает относительно высоким водопоглощением и водопроницаемостью, дает значительную усадку (рекомендуется выдержка до одного месяца перед использованием). Но при этом изготовление пеноблоков как бизнес может приносить достаточно высокую прибыль.
Перечень необходимого оборудования
Изготовление пенобетона подразумевает создание смеси на основе цементного раствора и специализированной пены. Масса насыщается пузырьками воздуха и при застывании становится пористой.
Существует две технологии производства пенобетонных блоков:
- Одностадийная – сухая минерализация в бароустановке. Она подразумевает одновременное смешивание всех компонентов рабочей массы под давлением.
- Двухстадийная – классическая схема с использованием раздельных узлов: пеногенератора и смесителя.
В зависимости от выбора одной из них вам понадобится и соответствующий комплект оборудования для изготовления пеноблоков.
Минимальные требования
Самым простым для частного строительства является использование первого варианта, при котором не нужен отдельный пеногенератор. Основной комплект такого оборудования для производства пеноблоков составляют:
- пенобетоносмеситель;
- компрессор для создания избыточного давления;
- встроенный манометр для контроля за ним;
- формы.
Принцип работы заключается в одновременной загрузке воды, цемента, песка и пенообразователя в герметично закрывающуюся камеру, в которую подается воздух и производится перемешивание компонентов.
Для получения качественных пенобетонных блоков важна высокая скорость вращения вала (380-420 об/мин). Это позволяет сформировать в бетонной массе одинаковые, равномерно распределенные воздушные пузырьки, обеспечивающие необходимую плотность получаемого материала.
Такой способ производства минимизирует затраты на оборудование для производства пеноблоков, не требует при работе специальной подготовки, а саму установку по силам сделать своими руками в домашних условиях.
Но есть и недостатки:
- невысокая производительность (не более 20 м³/сутки);
- возможны крупные поры в блоках, что отрицательно влияет на несущую прочность изделий;
- повышенные риски частого выхода из строя мотор-редуктора, подшипников, смесительной камеры;
- как правило, недолговечность устройства.
Профессиональный уровень
Для производства больших объемов или организации собственного бизнеса используется профессиональное оборудование для производства пеноблоков, которое включает в себя:
- смеситель;
- пеногенератор;
- воздушный компрессор;
- насосы для подачи воды и раствора;
- поризатор;
- датчики контроля давления и дозаторы подачи компонентов;
- формы.
Песок здесь для повышения качества продукции просеивается через вибрационную сетку.
Профессиональное оборудование для производства пеноблоков можно разделить на 3 группы:
| Вид | Особенности | Производительность, м³/сутки | Преимущества | Недостатки | Ориентировочные цены, руб. |
| Мобильные устройства | Малые размеры, возможность передвижения | 25-60 |
|
|
50-115 тыс. |
| Стационарные установки | Небольшая занимаемая площадь | 40-100 |
|
|
от 150 тыс. |
| Автоматические линии | Наличие конвейерной линии, зонирование производства на несколько участков | 60-160 |
|
|
от 0,5 млн (полуавтоматические)
1-4 млн (автоматизированные) |
Наличие пеногенератора обеспечивает качество блоков, повышает их плотность и прочность. Образование мелкопористой структуры создаёт хорошую тепло- и шумоизоляцию.
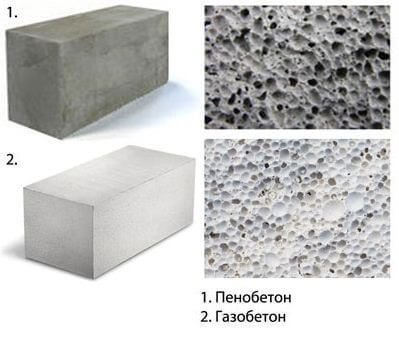
Отличие пеноблоков от газоблоков
Чаще всего пеноблок сравнивают с его ближайшим аналогом из категории ячеистых бетонов — газоблоком. Ключевым отличием является способ генерации пузырьков: у газобетона они формируются за счет выделения водорода от реакции между добавленными в раствор гидроксидом кальция и суспензией алюминиевой пудры. Как следствие, газобетон приобретает светлый, почти белый цвет силикатного кирпича, а пенобетон остается серым.
 Кроме того, поклонники разных материалов часто устраивают споры о том, что лучше всего использовать в строительстве — кирпич, пенобетон или древесину. Характеристики пеноблоков показывают, что они явно не находятся в списке аутсайдеров:
Кроме того, поклонники разных материалов часто устраивают споры о том, что лучше всего использовать в строительстве — кирпич, пенобетон или древесину. Характеристики пеноблоков показывают, что они явно не находятся в списке аутсайдеров:
- Материал обычно имеет плотность 600–800 кг/м³, что сравнимо с показателями древесины. Газобетон имеет такую же плотность, а кирпич в три раза тяжелее.
- Пенобетон удерживает тепло в 3,5–4 раза лучше силикатного кирпича и лишь на 20% хуже дерева. Стены из него экономят расходы на отопление в пределах 25–35%.
- Поглощение воды пеноблоком не превышает 8–12% от его веса. У обычного кирпича этот показатель достигает 14–16%, а у пенобетона — 25%.
- Пенобетон, как и керамический кирпич, легко выдерживает температуру до 500°С, которая является критической для дерева.
- Материал считается не менее экологически чистым, чем древесина. Его естественный радиационный фон в пять раз меньше того же показателя для кирпича.
- Пеноблоки доступны для клиентов с ограниченным бюджетом. Кубометр пенобетона продается за 3000 рублей, кирпича — за 6000 рублей, доски — за 4500 рублей.
Рентабельность
Для расчёта рентабельности оборудования для производства пенобетона необходимо произвести следующие подсчёты:
- Стоимость оборудования.
- Стоимость расходных материалов для оборудования.
- Стоимость компонентов для изготовления пенобетона.
- Стоимость потраченной электроэнергии.
После чего нужно подсчитать стоимость готового пенобетона, произведённого за сутки. Полученную сумму разделить на затраченную сумму на оборудование и расходные материалы с компонентами. Таким образом, получится узнать, за сколько суток окупится потраченные средства.
Например, в качестве установки для производства используется оборудование ПБС-200 АТ российского производства со следующими характеристиками:
- Производительность 2куба в час.
- Потребляемая мощность 5.5 кВ.
Производим следующие подсчёты:
- Оборудование стоимостью в 85000 рублей 1 шт.
- Форма для блоков на 24 ячейки стоимостью 13000 рублей 25 шт. = 325000 рублей.
- Ламинированная фанера для поддонов стоимостью в 1500 рублей 25 шт.= 37500 рублей.
- Компрессор с ресивером не менее 50 литров стоимостью 15000 рублей 1 шт.
- Распылитель со смазкой и шлангом стоимостью 1000 рублей 1 шт.
- ПенообразовательПБ-200 стоимостью 16000 рублей 1 шт.
- Смазка для форм стоимостью 11000 рублей 1 шт.
Таким образом, при подсчёте получается сумма, потраченная на оборудование и расходные материалы, составляет 490500 рублей.
Теперь необходимо произвести расчёт себестоимости изготовленного материала.
Для примера возьмём количество компонентов для одного кубометра пенобетона:
- Цемент М500 стоимостью3500 рублей/тонна ,320 килограмм 1120 рублей.
- Песок, промытый стоимостью300 рублей/тонна, 210 килограмм 63 рубля.
- Пенообразователь стоимостью80 рублей за 1 килограмм, 1 килограмм 80 рублей.
- Пластификатор стоимостью80 рублей за килограмм, 0,3 килограмма 24 рубля.
Подбив потраченную сумму на компоненты и потраченную электроэнергию 4 рубля за киловатт, получается 1297 рублей за один кубический метр пенобетона. Следовательно, если цикл производства пеноблоков будет длиться 12 часов, то получится изготовить 24 куба материала.
Средняя стоимость в России за 1 куб пеноблоков составляет 2000 рублей, то есть чистая прибыль получается 703 рубля за м3. За день часов получается 16872 рублей, следовательно, потраченные средства на оборудование отобьются менее чем за месяц.
В случае если используется самодельное оборудование, его стоимость может сократиться на 40% от цены заводского, но есть риск получить материал плохого качества, что повлечёт дополнительные траты на переделывание установки.
Также стоит учитывать, что приведённые расчёты теоретические и на практике могут отличаться с погрешностью в 15 процентов.
Процесс изготовления пеноблоков
На фото — схема технологии
Подготовка сырья
Компоненты производства пеноблоков:
- цемент ПЦ-500 D0 либо ПЦ-400 D0;
- песок с допустимыми 3% глины и модулем до 3 Мкр;
- пенообразователь;
- вода до +25 С.
Химически нейтральный, а потому экологически чистый пенообразователь.
Портландцемент М400 или М500 и мелкий песок образуют бетонную массу.
На наш выбор — сертифицированные российские пенообразователи:
- СДО из смолы древесной омыленной;
- клееканифольный пеноконцентрат из сосновой канифоли;
- костный клей, едкий натр;
- «Морпен» или «Пеностром».
Если водоцементное соотношение минимум 0,4, можно добавлять пену. Уменьшение воды дает блоки с большой объемной плотностью, разрушая пену.
Приготовление по классической схеме технологической пены
- Современная технология пеноблока рекомендует предварительно отдельно развести пеноконцентрат водой и залить в рессивер пеногенератора.
- Под давлением этот концентрат выходит в пеногенератор, где вспенивается от сжатого воздуха из компрессора.
- Сопроводительная инструкция гарантирует расход пеноконцентрата до 5 грамм на каждый килограмм цемента.
- 1 загрузка пеногенератора DS-60 пеноконцентратом клееканифольным рассчитана на производство пены для 6 м3 пенобетона.
Качественная пена приобретает белый цвет и удерживается в любом положении.
Приготовление пенобетонной смеси
Составы для пеноблоков и их свойства
Последовательность приготовления смеси:
- Засыпаем песок.
- Добавляем цемент.
- Перемешиваем до однородности.
- Заливаем водой.
- Перемешиваем до пластичной массы.
- Пеногенератор подает порцию пены в смеситель по шлангу, и за 3 минуты мы получим нужный раствор.
Формование пеномассы
Есть разные способы формования:
- наливное с применением опалубки;
- штучное со специальной формоостнасткой;
- штучное с формоостнасткой и резательным оборудованием.
- Пенобетонную смесь мы выкладываем в собранную, очищенную и смазанную формооснастку с последующим армированием.
- Если подвижность пенобетонного раствора превышает 60 см, то эта текучая консистенция хорошо заполнит пустоты любой конфигурации, а также не нуждается в вибрации и уплотнении.
Заливка в опалубку
- Подойдет алюминиевая, пластмассовая, металлическая, деревянная опалубка. Кстати, деревянную опалубку за час до бетонирования надо щедро пропитать водой.
- Только герметичная опалубка нужна для литого пористого бетона. Тогда смесь не будет вытекать.
- Давление на вертикальную опалубку возрастает на 30% сравнительно с обычным бетоном, поэтому закрепляем ее максимально прочно.
- Легкий пенобетон вообще не требует вибрации, и опалубка может быть попроще.
Операции подачи смеси
- Подаем бетононасосом готовую смесь в приемную воронку или прямо в конструкцию. Можно использовать и бадью.
-
Для пенобетона подойдет винтовой или поршневой насос. Но лопастные насосы уничтожат воздушные ячейки.
Твердение массива
Опалубку, заполненную пенобетоном не надо трогать в течение 6 часов, чтобы не нарушить пористость.
Отформованная пеномасса твердеет в обычных условиях (не ниже +7 градусов), но можно ее и прогревать горячим воздухом, паром. Для ускорения процесса применяют специальные добавки.При t +22°С через 7 дней пенобетон набирает 70% прочности.
Рекомендации специалистов для всех, кто хочет сделать блоки своими руками:
- после укладки стоит накрыть пеноблоки полиэтиленовой пленкой;
- в жару целую неделю каждые 4 часа поливать водой поверхность пенобетона.
Рентабельность
Для того чтобы вычислить рентабельность производства пеноблоков, необходимо оценить материальную себестоимость изделий. В качестве примера можно рассмотреть выпуск высококачественных блоков двух марок — D600 и D800:
Себестоимость 1 м³ пеноблоков
| Ингредиент | Цена, руб./кг (л) | D600 | D800 |
| Песок, кг | 0,45 | 210 | 420 |
| Цемент, кг | 4,5 | 310 | 320 |
| Пенообразователь, л | 120 | 1,3 | 1,2 |
| Фибра, кг | 170 | 0,5 | 0,5 |
| Вода, л | 0,035 | 165 | 165 |
| Ускоритель затвердевания, кг | 55 | 0,5 | 0,5 |
| Смазка для форм, л | 60 | 1 | 1 |
| Пленка для упаковки, м | 1,5 | 16 | 16 |
| Итого, руб.: | 1847 | 1975 |
Выбранное оборудование позволяет производить около 30 м³ блоков за смену. Если обеспечить их полную реализацию по среднерыночным ценам, доход предпринимателя за месяц превысит 2 млн рублей:
Выручка от продажи пеноблоков
| Цена, руб./м³ | В день, м³ | В месяц, м³ | Выручка, руб. | |
| Пеноблок D600 | 3000 | 15 | 330 | 990000 |
| Пеноблок D800 | 3200 | 15 | 330 | 1056000 |
| Итого: | 30 | 660 | 2046000 |
Принимая во внимание объем накладных расходов, можно точно сказать, выгодно ли производить пеноблоки. В данном случае чистая прибыль предприятия за месяц составит немногим более трехсот тысяч рублей:. Рентабельность производства пеноблоков
Рентабельность производства пеноблоков
| Показатель | Значение |
| Выручка, руб. | 2046000 |
| Расходы, руб. | 1690380 |
| Прибыль, руб. | 355620 |
| Налог УСН 15%, руб. | 53340 |
| Чистая прибыль, руб. | 302280 |
| Рентабельность, % | 17,8 |
| Инвестиции, руб. | 4483260 |
| Срок окупаемости, мес. | 14,8 |
Виды оборудования для производства блоков из пенобетона своими руками
Сегодня можно без особого труда станок для производства пеноблоков купить, как в комплекте с другим оборудованием, так и отдельно. На рынке представлено самое разное оборудование для изготовления пеноблоков в домашних условиях, различающееся по габаритам, производительности и комплектации
При выборе этого оборудования очень важно четко определить, какие объемы производства блоков оно должно обеспечивать
Многих интересует вопрос, сколько стоит станок для изготовления пеноблоков? Следует отметить, что стоимость оборудования во многом зависит от его комплектации. Полный комплект в среднем обходится в 300 тысяч рублей, но если некоторые агрегаты сделать своими руками, то затраты можно существенно сократить.
Для производства пенобетонных блоков необходимо следующее оборудование:
- виброгрохот (для просеивания материалов);
- смеситель;
- дозатор воды;
- устройство для подачи сырья (песка, цемента);
- пеногенератор (кроме оборудования, работающего с использованием баротехнологии);
- компрессор;
- шланг для подачи готового раствора;
- формы для пеноблоков своими руками или пильный станок.
Производство пеноблоков достаточно энергоемко, поэтому следует озаботиться об надежном электроснабжении
Современное оборудование для пеноблоков купить можно стационарное или мобильное. Особым подвидом стационарного оборудования являются автоматические линии. Они комплектуются различными пеногенераторами и способны производить в сутки до 110 кубических метров блоков.
Достоинства стационарного оборудования:
- высокая производительность;
- изготовление высокопрочного пенобетона;
- низкий расход пенообразователя;
- снижение себестоимости продукции.
Недостатки стационарных линий Для стационарных линий используют станки для пеноблоков, цены которых довольно высокие. В зависимости от производителя и производительности оборудования цена может достигать двух миллионов рублей.
Мобильное оборудование
Как правило, данное оборудование работает без применения пеногенератора. Оно характеризуется низкой производительностью (не более 45 м3). Чаще всего используется мобильный станок для производства пеноблоков в домашних условиях.
Достоинства мобильного оборудования:
- невысокая стоимость оборудования;
- самый простой способ изготовления пенобетона и изделий из него.
Недостатки:
- высокий расход пенообразователя;
- небольшая производительность.
Оборудование для производства пеноблоков, цена
| Модель станка | Производительность, м3/сутки | Стоимость, руб |
| БАС-130 | 24 | 50 000 |
| Сани-014 | 26 | 65 000 |
| Фомм-Проф500 | 72 | 257 000 |
Кроме этих станков, на рынке представлено и много других мобильных установок, в том числе и зарубежного производства, ценовой диапазон которых составляет 50 – 100 тысяч рублей. Любой станок для производства пеноблоков, цена которого вполне доступна, имеет неплохую производительность по плану. Но существует один минус – слаборазвитая сервисная служба.
Для домашнего строительства вполне подойдет простое отечественное оборудование
Изготовление пеноблоков – довольно простой процесс, не требующий от исполнителя специфических умений и особых навыков. Но для организации полноценного производства понадобятся определенные устройства, которые порой стоят достаточно дорого. Поэтому среди современных мастеров очень популярен вопрос: как сделать станок для пеноблоков своими руками? -об этом и практике производства пеноблоков рассказано во второй части статьи.
Как производится изготовление пеноблоков своими руками в домашних условиях и оборудование для этого показано в видео:
Плюсы и минусы
Пенобетон имеет немало достоинств, благодаря которым он востребован в сфере строительства. Этот материал практически не меняет своих качественных и эксплуатационных характеристик с течением времени, он не подвержен старению. Экологичность делает его безвредным для здоровья производителя, строителей и домочадцев. Он не выделяет в воздух токсических веществ, считается прочным и надежным, гарантирует хорошую теплоизоляцию.


Помимо этого, он обладает высокими звукоизоляционными свойствами, позволяет снизить уровень шума, что важно для современного человека. Пеноблок инертен к воздействию огня
Он способен стабилизировать температурный фон внутри помещений, прост в монтаже, а также имеет высокую рентабельность производства. За счет небольшого веса он не создает колоссальной нагрузки, как бетон. Это позволяет снизить затраты при монтаже фундамента.
Однако наряду с достоинствами, пенобетон имеет и недостатки. Например, несмотря на то что он считается прочным, он проигрывает бетону и железобетону. К другим нюансам относится тот факт, что пеноблок не работает на изгиб. Он неустойчив и к влаге, поскольку способен поглощать ее из окружающей среды.