Слесарные инструменты: требования, виды и советы по выбору
Содержание:
- Инструмент для сборки изделий (adsbygoogle = window.adsbygoogle || []).push({});
- Интернет-аукцион Старина
- Требования к кандидатам
- Слесарные тиски
- Виды ручного слесарного инструмента по назначению
- Притирка
- Неисправности и ремонт тисков
- Описание профессии
- Детали конструкции
- Неразъемные соединения
- Напильники
- Конструкция слесарного верстака
- Тиски своими руками в домашних условиях
- Слесарный инструмент — молоток
- Слесарный инструмент — метчик
- Направления
- Обучение слесарей механосборочных работ
- Гарантия
Инструмент для сборки изделий (adsbygoogle = window.adsbygoogle || []).push({});
Сборочные операции являются основным и самым важным классом и видом слесарных работ. Кратко их назначение можно охарактеризовать следующим образом: получение из разрозненных деталей изделия, готового к применению по назначению, или же получение узла механизма.
Даже простой обыватель, далекий от техники, знает, что сборка осуществляется при помощи гаечных ключей и отверток. В некоторых случаях (при сборке очень точных и ответственных узлов и механизмов) предъявляются требования к моменту затягивания гаек. В таких обстоятельствах используется динамометрический ключ либо ключ с трещоткой, рассчитанный на определенное усилие затягивания.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация
Недавние
- Лоты
Разделы
Поиски
Избранные
- Лоты
Разделы
Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты
Разделы
Поиски
Покупаю
Торгуюсь сейчас
Я купил
Не купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
Мой магазин
Активация
Настройка
Торгуюсь сейчас
Я купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Продать
В продаже
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
| Добро пожаловать на интернет-аукцион Старина
Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 150 р СССР БЗ малый лист проект Венера- Галлей 1500 р Старинная пластинка Сирена Гранд Р. Пожар Московский Косаткин Солнце всходит и… хор Варшавского 140 р Тракторист-Машинист 1 класс тяжелый -УНЦ неврученка 1976 года. цена за 1 шт.030219-96 80 р 1969 год. 52-я годовщина Великой Октябрьской социалистической революции! Блок Квартблок! 4500 р Маленькая балерина Машенька фигурка фафоровая ЛФЗ 12 р Открытка почтовая не стандартная Китай — магазины 69 р Киплинг Р. Откуда взялись броненосцы. Сказка. Худ. Н. Чарушин. М. Малыш. 1989г. (Б3683) 30 р Зарубин. Открытка.Подписана. С праздником! 8марта. Заяц. Букет. Цветы. 100 р Значок Вологодская роспись Отличный из коллекции № А/2 59 р 2012 Гвинея Персоналии Пол Маккартни СОСТОЯНИЕ ИДЕАЛЬНОЕ 750 р 1946 СССР, Разновидность сдвиг рамки, абкляч, 25 лет первой марке СССР, состояние гаш. 300 р РОССИЯ 2020 С НОВЫМ ГОДОМ 1 МАЛЫЙ ЛИСТ (БЛОК ИЗ 4 МАРОК) В ПАПКЕ КУПИТЬ! (6)
|
Требования к кандидатам
Образование и опыт
Получить профессию слесаря по сборке можно в любом средне-специальном учебном заведении (колледже или техникуме). Как правило, эту специальность изучают в рамках направления «Слесарь механосборочных работ». Обучение проводится на базе 9, 10 или 11 классов, в зависимости от формы длится от 1 до 4 лет. Быстрее всего пройти весь курс можно при поступлении в ССУЗ после 10 класса — для этого нужно поступить на дневное отделение, в этом случае весь курс обучения займет лишь год. Дольше всего будут учиться выпускники девятых классов на вечернем отделении — их программа длится 4 года.
На слесаря-сборщика также часто обучаются по программе «Монтаж и технологическая эксплуатация промышленного оборудования», занятия в рамках этой специальности длятся чуть дольше — от 3 до 5 лет.
Грамотный слесарь-сборщик должен иметь хотя бы базовые представления о физике технических процессов, например, об электронике, гидравлике и пневматике. Этот специалист должен уметь читать и выполнять анализ предлагаемой технической документации, от него требуется знакомство с базовыми принципами работы измерительного оборудования всех типов.
Этот специалист должен уметь проводить сборку агрегатов производственного оборудования и металлоконструкций, иметь навыки их настройки, испытания и техобслуживания.
Функционал слесаря-сборщика предполагает способность читать чертежи, специалист на данной позиции должен быть знаком с основными технологиями машиностроения и особенностями используемых в производстве материалов.

Личные качества
Для того чтобы успешно выполнять свои профессиональные обязанности, кандидат на вакансию слесаря-сборщика должен обладать следующими характеристиками:
- точность и скрупулезность;
- развитое логическое мышление;
- хорошая зрительная память;
- пространственно образное мышление;
- способность к высокой концентрации внимания;
- повышенное чувство ответственности.
Обращаем внимание на то, что определенные требования предъявляются к физическому состоянию человека. Так, медицинскими противопоказаниями к занятию должности слесаря-сборщика являются:
- заболевание нервной системы;
- деформация конечностей;
- ревматические заболевания рук.

Слесарные тиски
Обязательный атрибут слесарного верстака – тиски. Ведь без них нельзя оперативно и качественно снять заусенец после обработки резанием, а также сгладить острые углы. В зависимости от предполагаемого вида слесарных работ тиски могут быть ручными, стуловыми и параллельными. В силу простоты конструкции, удобства использования и универсальности наибольшее распространение получили параллельные (с поворотным механизмом и без него) тиски. При разжимании губки таких тисков остаются параллельными друг другу.
Для некоторых видов слесарных работ необходимо использовать тиски с поворотным механизмом. Это позволяет значительно ускорить выполнения ряда технологических операций, обеспечивает гибкость производства и возможность осуществления быстрой переналадки на выпуск новых изделий. Как правило, верхняя часть является поворотной и крепится к основе одним большим болтом в центре или же несколькими по бокам. В случае необходимости для некоторых видов слесарных работ можно довольно быстро из поворотных тисков сделать обычные неподвижные. Это позволит значительно повысить жесткость приспособление и уменьшить вибрации.
Область применения стуловых тисков очень малая. Она ограничена лишь работами, связанными со значительными циклическими ударными воздействиями на приспособление.
Высота верстака и, соответственно, тисков должна подбираться с учетом роста рабочего. Это позволит значительно повысить эффективность работ и снизить утомляемость. Высота установки тисков считается оптимальной, если рабочий, согнув руку в локте, может кататься им губок тисков. При этом пальцы кисти должны касаться подбородка.

Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
- Микрометрические приборы, нутромеры.
- Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
- Поверочные плиты, щупы, лекальные линейки, угольники.
- Радиусные и резьбовые шаблоны.
- Приборы для измерения углов: угломеры, уровни, синусные линейки.
- Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Притирка
Притирку при сборке применяют (в тех случаях, когда необходимо получить максимально достижимую герметичность подвижных и реже неподвижных соединений.
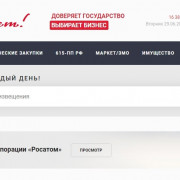
Притирка осуществляется вручную и с применением механизмов. Плоские поверхности притираются при вращающемся притире 1 (рис. 4, а) и маятниковом движении детали 2 или при неподвижном притире (рис. 4, б) и сложном движении (вращательном с радиальным смещением) притираемых деталей. При притирке сопрягающихся пар типа цилиндрических или конических валов или отверстий притиру 1 (рис. 4, в) сообщают вращательное движение с подъемом и опусканием. Притирка подвижных конусных сопряжений осуществляется преимущественно без притира. В этом случае одной из деталей придается возвратно-вращательное движение (рис. 4, г) с периодическим подъемом ее.
 Рис. 4 Схемы механической притирки.1 – притир; 2 и 3 – притираемые детали; 4 – кулиса; 5 – кулачок
Рис. 4 Схемы механической притирки.1 – притир; 2 и 3 – притираемые детали; 4 – кулиса; 5 – кулачок
Для притирки на поверхностях деталей оставляют очень небольшие припуски (0,01-0,02 мм). В качестве притирочных порошков обычно применяют корундовый, карборундовый или наждачный порошки, карбид кремния, окись железа (крокус), окись алюминия, окись хрома и др.
Пастами служат смеси абразивных порошков с минеральными маслами, керосином, бензином, техническим салом или специальные пасты ГОИ.
Притирку производят сначала пастами с порошками из более крупных зерен, затем последовательно пастами со все уменьшающимися зернами. Также поступают и при использовании паст ГОИ.
Существуют два способа притирки деталей:
- Притирка с помощью притиров (втулки, плунжера и др.);
- Взаимная притирка сопрягаемых деталей (клапан — гнездо, пробка — кран, винт — вал и др.).
В процессе сборки обычно применяется второй способ.
Проверку притираемых поверхностей производят визуально, на карандаш, на герметичность.
Неисправности и ремонт тисков

Чаще изнашиваются функциональные части инструмента или корпус.
Разрушение корпуса

Происходит из-за превышения нагрузок или слабости металла. Отламываются куски в моделях, изготовленных с использованием чугунных элементов. Ремонт предполагает сваривание поврежденного элемента и основы. Выполняется в сервисе или домашних условиях.
Чаще используются никелевые или железо-никелевые электроды. Сварку корпусов тисковых гаек выполняют газопорошковым методом.
Износ винта

Вынимается шток и гайка с трапециевидной резьбой, после чего заменяется аналогом.
За неимением аналога вытачивается самостоятельно с помощью токарного инструмента:
- В качестве альтернативы подходящая деталь обтачивается с использованием сверлильного станка или ножовки, болгарки с отрезным кругом.
- От штока отрезается резьбовая часть.
- В остатке штока сверлятся по оси симметрии отверстия.
- Детали совмещаются с помощью штифта, а затем свариваются.
Износ стопорного штифта

Признак неисправности – вал выкручивается, хотя деталь остается зажатой и не вынимается. Ремонт трудоемок, требует полного разбора инструмента и вытачивания нового штифта. Основную проблему при замене готовит сборка. От ее корректности зависит работоспособность тисков:
- На очищенное основание надвигаются главные губы как можно глубже к бортику корпуса (обычно он расположен слева).
- Устанавливаются и крепятся по очереди планки, затем для их жесткой фиксации потребуется немного сдвинуть губы в обратную сторону.
- Внутрь вставляется винтовой зажим и сам ходовой винт, после чего конструкция фиксируется гайкой.
- Монтируется новый штифт, предварительно смазанный литолом.
- Устанавливается защитный кожух и крепится с помощью винтов.
- Инструмент прикручивается к основанию.
Перечисленные неисправности невозможно починить без подручного оборудования или аналогичных деталей. Если их нет, инструмент потребует сервисного ремонта.
Описание профессии
Как правило, слесари-сборщики трудоустраиваются на предприятиях приборостроения, машиностроения, судостроения, а также на многих других заводах и фабриках, где имеются технологические и производственные линии. Основной функционал этого работника сводится к изготовлению металлических узлов по предлагаемым чертежам, он изготавливает заготовки, производит замер, очистку и мытье деталей. В обязанности слесаря-сборщика входит подготовка узлов для дальнейшей сварки или каких-то других рабочих процессов, он занимается загибкой и подгонкой стальных плит, сборкой металлических конструкций и ремонтом. Кроме того, специалист данного направления может реализовать свои профессиональные навыки на позиции мастера по сборке прицепов легковых автотранспортных средств, оборудования и автоматики.

Детали конструкции
Такой слесарный инструмент бывает разных форм и размеров, в зависимости от своего функционала. Он используется и в домашней мастерской, и в цехах заводов и фабрик.
Независимо от размера и места эксплуатации этого механизма, все его разновидности включают в свой состав схожие детали конструкции:
- основание (опорную плиту);
- статичную губку;
- подвижную губку;
- винт ходовой части;
- гайку;
- рукоятку;
- сменные пластины с насечками;
- пружину;
- втулку;
- крепление для удержания тисков.
Различные модификации тисков могут иметь в своём составе многие другие детали и элементы, в зависимости от функционального предназначения.
Слесарные тиски — довольно тяжёлый инструмент. Он изготавливается из такого крепкого материала, как сталь или чугун. Чтобы его удерживать на поверхности стола, в конструкции этого механизма предусмотрен специальный крепёж, также поддерживающий тиски в вертикальном положении. С его помощью закрепляется статичная (неподвижная) губка устройства. К ней особым способом прикрепляется подвижная губка.
Подвижная губка удаляется и приближается к неподвижной посредством винта с резьбой. Он приходит в движение с помощью выдвижной рукоятки. Поворачивая ручку тисков, можно регулировать расстояние между пластинами, задавая нужную ширину.
Общим для всех слесарных тисков является то, что размер удерживаемой между платинами детали определяет длину максимального расстояния между ними.
Пластины и другие механизмы изготавливаются из прочной стали, так как на них приходится максимальная нагрузка при работе, особенно когда тиски используют как наковальню. Другие детали конструкции также отличаются особой прочностью и надёжностью, высокой степенью износостойкости, что позволяет им легко переносить механические нагрузки.
Неразъемные соединения
Для получения неразъемных соединений из металлических деталей нередко применяются такие способы обработки металла, как клепка и паяние (пайка). Клепка — способ получения неразъемного соединения из двух или нескольких деталей с помощью заклепок. Клепку можно производить пневматическим молотком, ручным слесарным молотком или на специальных клепальных машинах.
Пайка деталей
Пайка это процесс соединения металлических частей с помощью расплавленного сплава, который называется припоем и имеющий температуру плавления гораздо ниже, чем металл соединяемых деталей. Обработка металла в домашних условиях зачастую включает в себя пайку – её широко применяют при ремонтных работах, а также для заделки трещин, устранения утечек жидкостей из сосудов и т. п.
Если вы хотите освоить художественную ковку своими руками, то вам понадобится время и терпение.
При сваривании высокопрочных сталей нужно обладать определенными знаниями и навыками – только так можно достичь успеха в этом деле. Интересную информацию по этому вопросу вы найдете в нашей статье по https://elsvarkin.ru/texnologiya/vysokoprochnye-stali-i-osobennosti-ix-svarki/ ссылке.
Напильники
Напильники изготовляют из высокоуглеродистой стали с содержанием углерода 1,2—1,3% и подвергают закалке без отпуска. Насечка напильника бывает одинарная и двойная (перекрестная).

В зависимости от расстояния между зубьями различают напильники:
- драчевые (грубые, имеющие до 12 зубьев на 1 см длины)
- личные (до 28 зубьев на 1 см)
- бархатные (до 80 зубьев на 1 см).
По форме — поперечного сечения напильники бывают плоские, полукруглые, круглые, трехгранные и квадратные. Длина напильников самая разнообразная и колеблется от 50 до 600 мм. Для опиливания мягких материалов (свинец, баббит, древесина, пластмасса, феродо) служат рашпили, насечка которых состоит из отдельных выступов и углублений, образующих крупные и редкие зубья (до 4 зубьев на 1 см). Надфилями называются круглые или плоские напильники небольших размеров с бархатной насечкой.
Ими пользуются при выполнении точных работ.
Необходимо соблюдать следующие правила по уходу за напильниками:
- предохранять насечку от попадания на нее воды и масла;
- не допускать чистки насечки чертилкой или другим стальным инструментом, так как от этого насечка затупляется;
- чистить замасленную насечку куском древесного угля;
- очищать насечку от загрязнения и опилок специальной металлической щеткой (проводя ею вдоль насечки).
Конструкция слесарного верстака
В отличие от столярного верстака слесарный должен быть более прочным, с крепкой столешницей, поскольку подвергается повышенным нагрузкам. Каркас оборудования производится из уголка или профилированной трубы. Основным элементом является столешница, на которой производятся слесарные работы. К ней предъявляются особые требования по прочности и долговечности.
Поскольку работа с металлическими изделиями включает в себя резку и сверление, верстаки снабжаются защитными экранами, чтобы летящие искры и мелкие частицы не повредили окружающие предметы. На перфорированных экранах размещаются инструменты, наиболее востребованные при выполнении операций.
Тиски своими руками в домашних условиях
Итак, для примера выбраны тиски слесарные своими руками из швеллера, уголка и пластины. Материал – сталь неопознанной марки (теоретически Ст5). В качестве ходового винта и гаек использованы б/у изделия из старой сантехнической задвижки.
Крепление – сварка, резать металл будем болгаркой.
Как сделать самодельные тиски:
- отрезать кусок швеллера нужной длины, подобрать к нему две пластины из толстой листовой стали для крепления ходового винта. Одна ставится в конце участка, другая – примерно в середине;
- из пластины толщиной не менее 3 мм (лучше 5…8 мм) вырезается деталь-основа. Дополнительно из уголков и пластины делаются три детали (для сварного держателя);
- соединить держатель с опорной пластиной можно с помощью сварки или болтов. Ниже представлен вариант с отверстиями под болты. К опорной пластине крепится ходовая гайка
- из уголка и пластины выполняются зажимные губки. Скрепить детали можно сваркой или болтами. Если планируется использовать самодельные тиски для сверлильного станка в том числе для работ с ударными нагрузками, от сварки лучше отказаться – при таком воздействии сварной шов может разойтись;
- остается только смонтировать зажимные губки на тисках из швеллера (чертежи показывают, где именно лучше закрепить детали) и установить металлический стержень в отверстие на конце ходового винта. Он будет играть роль рычага для поворота винта и, соответственно, перемещения подвижной губки. Чтобы стержень не вылетал из отверстия, на конце его контрят гайкой.
По желанию можно усилить конструкцию губок, приварив к ним дополнительные элементы – косынки.
Если сталь подвержена коррозии, лучше после окончания всех работ покрасить самодельные тиски для сверлильного станка. Своими руками сделать это можно с помощью кисти, поскольку краскопульт или валик в этом случае неудобны. Окрашиваются тиски в разобранном виде.
На губки с внутренней, рабочей стороны можно дополнительно прикрепить накладки из алюминиевого рифленого уголка – это улучшит сцепление между поверхностями.
В видео более детально рассказано, как сделать тиски в домашних условиях своими руками.
Слесарный инструмент — молоток
Молоток — ударный инструмент. В слесарном деле используется как совместно с другими инструментами, к примеру, зубило, бородок, так и самостоятельно для различных приёмов работы: правки, гибки, клёпки и других. Молоток состоит из ударной массы (обычно металлическая массивная часть), насаженной на рукоятку (чаще деревянную). Слесарный молоток имеет два бойка: один плоский а другой клинообразный. Для разных видов работ употребляются молотки разнообразной формы и размера.
Многие инструменты, как молоток, могут считаться как слесарными, так и столярными инструментами, они применяются повсеместно. Есть молотки специализированные, ориентированные на столяра — столярные молотки.
Отвёртка — это инструмент, предназначенный для закручивания и откручивания винтов, шурупов, саморезов и других крепёжных и регулировочных элементов, имеющих специальную выемку, называемую шлицом. Отвёртка вставляется в шлиц для передачи крутящего момента на винт. Обыкновенная отвёртка состоит из двух частей:
Стержень отвёртки — выполнен из металла, он не должен быть мягким и не должен быть хрупким. А значит, стержень качественной отвёртки должен быть изготовлен из металла, закалённого специальным образом.
Ручка отвёртки — изготовлена обычно из резины, пластика или же дерева. Форма может быть самой разнообразной и зависит от конкретного назначения отвёртки. Главное, чтобы такая ручка была удобна в работе.
В зависимости от формы и размера шлица крепёжных элементов подбирают отвёртку для работы. Шлицы могут иметь самую разнообразную форму. В домашнем хозяйстве чаще всего приходится иметь дело с плоскими шлицами и крестовыми шлицами разных размеров. Соответственно, у каждого мастера, а тем более слесаря, должны быть под рукой плоские и крестовые отвёртки нескольких размеров, чтобы без проблем справиться с винтами и шурупами.
Зубило — ударно-режущий инструмент. В слесарном деле применяется для рубки металла. При сообщении зубилу удара со стороны бойковой части с помощью молотка режущая кромка зубила разрезает или раскалывает обрабатываемый материал.
Бородок — слесарный инструмент для вырубки отверстий в листовом материале. Представляет собой стержень, один конец которого (рабочая часть) выполнен в виде усечённого конуса. В поперечном сечении бородки могут различаться в зависимости от формы вырубаемых отверстий — круглые, квадратные, прямоугольные, и т.п. Пробой отверстия производится ударами молотка по противоположной части бородка — затыльнику.
Дрель — инструмент, предназначенный для сверления отверстий.
Кернер — ручной слесарный инструмент, предназначен для разметки центральных лунок (кернов) для начальной установки сверла. Представляет собой стержень круглого сечения, один конец которого (рабочая часть) заточен на конус с углом при вершине 100°-120°. Кернение производится ударами молотка по противоположной части кернера.
Киянка слесарная — применяется для придания нужной формы листовому металлу (инструмент жестянщика)
Кувалда — ручной ударный инструмент, предназначенный для нанесения исключительно сильных ударов при обработке металла, на демонтаже и монтаже конструкций. От молотка кувалда отличается значительно большей массой бойка, длиной рукоятки.
Метчик — слесарный инструмент для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
Слесарный инструмент — метчик
Плашка — резьбонарезной слесарный инструмент для нарезки наружной резьбы. Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки.
Напильник — слесарный инструмент для опиливания металлов, дерева, пластмасс и т.п. Представляет собой металлический брусок (обычно стальной) с насечкой. По частоте насечки напильники подразделяются на:
- драчёвые (4-12 насечек на см) — грубая обработка
- личные (13-26 насечек на см)
- бархатные (45-80 насечек на см) — окончательная обработка
Направления
В соответствии с действующим ЕТКС слесари-сборщики подразделяются на категории в зависимости от сферы приложения труда.

Авиационная техника
Слесарь-сборщик авиатехники осуществляет:
- проведение сборочных и механических операций, направленных на доводку и подгонку основных элементов, входящих в базовую сборку;
- он занимается запрессовкой штифтов, креплений всех типов и винтов;
- выполняет проклейку деталей, промывку рабочих узлов, а также сборочных единиц в бензиново-спиртовой смеси;
- функционал включает также сборку трансформаторов и заполнение окна катушки пластинами, последующее выравнивание пластинок сердечника по торцу;
- проводит лужение кабелей каркаса при помощи окунания в расплавленный припой, промазывание щелей между магнитопроводом и каркасом конструкции клеевыми составами;
- осуществляет пайку электронных микросхем самой разной степени сложности;
- проверяет точность проведения слесарно-сборочных работ посредством специальных приборов и контрольно-измерительного оборудования.

Летательные аппараты
Слесарь по сборке, работающий с летательными аппаратами, выполняет следующие манипуляции:
- разборку основных узлов по чертежам, а также разбор установок летательных аппаратов среднего уровня сложности;
- доводку, а также монтаж двигателей летательных аппаратов с применением сборного инструмента;
- монтаж болтов по приготовленным заранее отверстиям;
- фиксацию элементов летательных систем винтами;
- разборно-сборочные работы простейших шарнирных креплений;
- проведение базовых манипуляций по обработке металлов;
- резку ножовкой, обработку наждаком, опиловку, а также удаление забоев;
- распаковку и расконсервацию различных узлов и элементов летательных устройств;
- перемещение элементов и летательных установок посредством каких-либо грузоподъемных установок.

Металлоконструкции
Функционал сборщика алюминиевых металлоконструкций включает:
- сборку узлов МК в рамках их подготовки под дальнейшую сварку и резку по заранее составленным чертежам с использованием универсальных механизмов;
- сборку особо сложных узлов МК с использованием специализированных сборочных шаблонов;
- подгонку уплотнителей по поверхности;
- разметку участков под монтаж простых узлов металлоконструкций и основных элементов;
- сборку усложненных металлоконструкций;
- выполняемый в контакте с электросварщиком ремонт отдельных элементов и узлов МК;
- проведение опытных испытаний пневматических и гидравлических узлов МК, функционирующих под повышенным давлением.

Также выделяют направление, связанное со сборкой моторов. В этой сфере в компетенции слесаря по сборке входит:
- слесарная обработка простейших и средних по уровню сложности элементов двигателей;
- удаление следов ржавчины с поверхности элементов;
- разбор простых узлов движков, а также коммуникации топливных и масляных систем;
- сборка примитивных конструкционных узлов двигателей, которые не требуют сверхточной подгонки;
- шплинтовка, контровка и клеймение неответственных элементов моторов;
- прокачка масляных каналов, коробок мотора;
- фиксация между собой трубопроводов с использованием ниппельных креплений;
- промывка элементов мотора под давлением;
- визуальный осмотр технического состояния поверхности основных узлов моторов;
- выполнение замеров основных элементов двигателей при помощи специальных инструментов, например, штангенциркуля.

Обучение слесарей механосборочных работ
Работа по данному профилю требует от специалиста наличия специфических знаний, которые можно получить как в среднем специальном образовательном учреждении, так и в условиях непрерывного профессионального обучения на самом производстве.
Для того, чтобы поступить в техникум или училище по направлению «Слесарь механосборочных работ», необходимо пройти вступительные испытания, а также предоставить справку об отсутствии медицинских противопоказаний для работы по профилю. При этом на сегодняшний день в учебных заведениях представлены как дневная, так и вечерняя формы получения образования. Поэтому абитуриент может выбрать наиболее удобную для него.
Если же было принято решение постигать профессию непосредственно на рабочем месте, то будущего слесаря ожидает продолжительное обучение в качестве стажера. Обычно срок обучения составляет около 5 месяцев. А после его завершения необходимо будет подтвердить полученные знания и навыки, после чего начинающему специалисту будет присвоен самый низкий разряд. На этом обучение не заканчивается – на самом предприятии также нужно пройти стажировку.
Для дальнейшего обучения также можно проходить курсы повышения квалификации. Часто их организует само предприятия, но бывают и иные варианты – учебный центр профессионального образования. Также обучение следует пройти, если слесарь намеревается продолжить административную работу в качестве бригадира.
Гарантия

Гарантийные обязательства распространяются на оборудование с корректным набором документов:
- Талон с заводским номером, указанием даты приобретения, штампом продавца. В отдельных случаях требуется подпись покупателя.
- Документы, подтверждающие покупку: накладная, кассовый или товарный чек.
Обязательства производителей не распространяются на следующие элементы:
- сменные аксессуары – в зависимости от модели чаще это губы или кулачки;
- устройства для поверхностной механической защиты – кожухи, муфты;
- детали с быстрым износом или ограниченным ресурсом – направляющие или ролики из пластика и резины, подшипники.
В гарантийном обслуживании откажут, если инструмент имеет следы механических повреждений, использовался не по назначению или подвергся износу в результате неправильного ухода.